
Předúprava
Ožeh, koróna, plazma.
Uvedené způsoby předúpravy se obvykle používají před nanášením povrchových vrstev (nástřikem, máčením, potiskem apod.). Povrchové vrstvy mohou mít funkci ochrannou nebo dekorativní nebo i jinou (např. lepidla). Cílem úpravy je získat maximální možnou přídržnost k podkladu.
Přídržnost (přilnavost, adheze) je podmíněna dvěma faktory a to smáčením povrchu a chemickým navázáním na povrch. Smáčení povrchu představuje kontakt mezi povrchem materiálu a ovrstvovacím materiálem (barva, lepidlo apod.) Rozhodující vliv na tento kontakt má povrchové napětí nebo také povrchová energie. Chemické navázání je možné jen u některých materiálů.
Přizpůsobení povrchu závisí na ovrstvovacím materiálu. Je odlišné například pro ředidlové, vodní nebo UV barvy. Samozřejmě se liší podle povrchu materiálu – tedy například druh plastu, forma znečištění povrchu (lubrikanty, antistatické prostředky, změkčovače i potisky prstů). Nejčastěji je tedy potřeba použít předúpravu na plasty, které mají nízké povrchové napětí a navíc je jejich povrch často znečištěn aditivy a separátory z forem. Ale i na kovy může být předúprava vhodná, vzhledem k přítomnosti vrstev oxidů na povrchu nebo znečištění (např. konzervačními tuky). Velmi důležitá je i předúprava skla. Sklo může být nejen znečištěno, ale často bývá opatřeno vrstvou na bázi vosků, polyuretanů nebo polyetylénu, které zajišťují snazší posun skla při jeho výrobě.
Mnohé materiály je tedy nezbytné před potiskem, lakováním a dalším zušlechťováním předupravit. Předúprava může být mechanická, chemická nebo fyzikální. Mechanické metody znamenají obvykle zdrsnění povrchu např. broušením, pískováním apod. Chemické metody představuje mytí speciálními ředidly, použití primeru. Fyzikální metody reprezentuje fluorování, ožeh, koróna a plazma.
Plazma je ionizovaný plyn obsahující volné ionty a elektrony, který vzniká odtržením elektronů z elektronového obaluatomů plynu, či roztržením molekul (ionizací). Plazma je také někdy označována jako čtvrté skupenství hmoty. Úpravu povrchu provádíme prakticky vždy plazmatem – rozdíl je jen v jeho získání. Tedy ionizovaný plyn (vzduch) pro aktivování povrchu materiálu a změnu povrchového napětí získáme buď ožehem, korónovým výbojem nebo výbojem, který se v praxi nazývá plazma.
Vytvořením plazmatu, ať již termicky nebo elektricky vzniknou aktivované molekuly atomy a ionty, které vstupují do nejhornější povrchové vrstvy materiálu a vytváří polární skupiny. Tím se zvýší polární podíl povrchového napětí. Navíc dochází k odpaření, shoření nebo vpálení nečistot (maziva, oleje apod.). Tuto metodu lze principiálně použít na všechny materiály.
Princip předúpravy korónou:
V tomto případě jsou použity dvě elektrody proti sobě – protielektroda je pokryta vrstvou dielektrika a upravovaný materiál umístěn mezi elektrodu a protielektrodu. Vzhledem k spořádání je tato metoda vhodná pro rovinné plochy, tenké materiály, fólie, tenké desky. Navíc lze používat i speciální elektrody: kulovité, drátěné kelímkové…

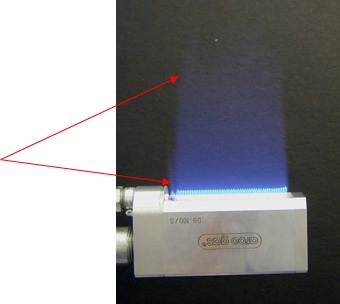
Princip předúpravy plazmatem:
Výboj vzniká v hlavě zařízení při atmosférickém tlaku. Plazma se fouká proudem vzduchu na upravovaný povrch. Není potřebná protielektroda. Proto je tato metoda vhodná na tvarované díly.

Princip předúpravy ožehem:
Při ožehu je důležitý tepelný výkon, vzdálenost mezi hořákem a povrchem, pracovní rychlost, poměr mísení plyn/ vzduch, typ hořáku (délka plamene) a především přebytek kyslíku v plamenu. Tato metoda je vhodná především na tvarové díly, tlusté materiály a velké pracovní šířky.
aktivní oblast
plazmatu plamene
O, OH
přebytek kyslíku,
1: >25 (propan)
Předúprava skla
Specifickou možností předúpravy skla je tzv. silikátování. Jedná se o speciální silikátové sloučeniny, které se během úpravy plamene nanáší ve velmi tenké vrstvě na povrch skla. Touto úpravou dochází na povrchu skla k navázání OH-skupin a tím zlepšení přídržnosti. Navíc se zlepšuje odolnost proti vlhkosti.
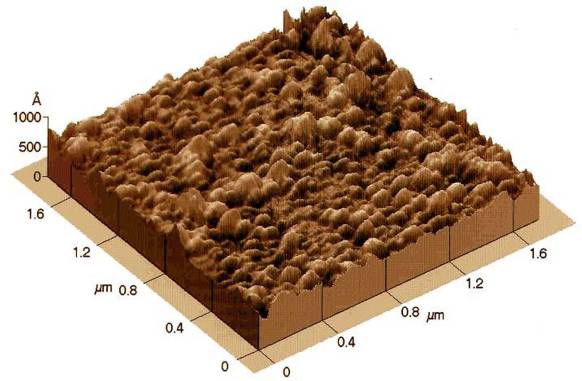
Povrch upraveného skla při velkém zvětšení
Měření účinku předúpravy
Měření účinku předúpravy spočívá v měření povrchového napětí upraveného materiálu. Velmi přesných hodnot měření lze docílit speciálním měřicím mikroskopem na měření kontaktního úhlu.
Orientační měření, které dostačuje pro běžné provozní podmínky můžeme provádět testovacími inkousty. Jedná se o řady kapalin se známým povrchovým napětím. Kapaliny se dodávají buď v lahvičkách se štětečkem, nebo ve formě popisovačů (fixů). Každá z těchto forem má své výhody. Kapaliny v lahvičkách mají stále stejné vlastnosti, zatímco kapalina z popisovačů se časem odpařuje a její vlastnosti se mění. Při používání lahviček a štětečku je velmi důležité, aby kapalina v lahvičce nebyla znečištěna štětečkem – to by rovněž mohlo změnit její vlastnosti. Pokud na povrch nanášíme kapalinu se stejným nebo vyšším povrchovým napětím, dochází ke smáčení povrchu. Pokud je povrchové napětí menší vytvoří se během cca 6 sekund z nanesené vrstvy jednotlivé kapky (viz obrázek).
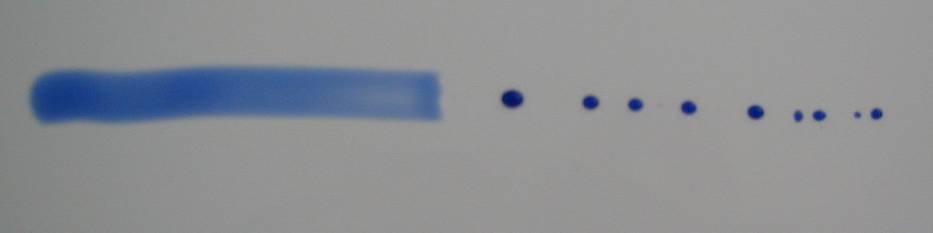
tvoření kapek à sT > sp spreading (rozliv)à sT < sp
sT je hodnota povrchového napětí testovací kapaliny
sp je hodnota povrchového napětí povrchu
Jako hodnoty nezbytného povrchového napěti podkladu pro docílení dobrého smáčení a adheze se udávají pro ředidlová média hodnoty >38mN/m pro vodní média >45mN/m pro UV média> 45mN/m; <72mN/m.
Příklady hodnot povrchového napětí některých plastů bez předúpravy: PP 28-32 mN/m, PE 30-35 mN/m, PS 35-40 mN/m, PET 38-44 mN/m, PVC 38-42 mN/m.
Srovnání koróna – plazma – plamen
Zásadně lze předupravit (téměř) všechny materiály. Zvolení optimální metody závisí na tvaru dílu, ploše, povrchu i parametrech zařízení.
| koróna | atmosférické plazma | plamen | |
| tvar dílu | rovinná plocha | tvarované díly, malé plochy | rovinná plocha, silně strukturní tvarové díly |
| tloušťka | jen několik mm | nezávisle na tloušťce | nezávisle na tloušťce |
| výrobní rychlost | malá, střední | (střední), vyšší rychlost | vysoké rychlosti >15m/min |
| teplota | materiály citlivé na teplo | materiály citlivé na teplo | materiály snášející teplo |
| oblast použití | fólie, tenké desky | úzké pruhy, malé plochy | velké plochy, tvarové díly |
| vzdálenost tryska – povrch | 1-2mm | 10mm | 15mm-150mm |
| další | předúprava zadní strany | jiné plyny, např. dusík, argon | dlouhodobá stabilita, silikátování |
Změna vlastností povrchu po úpravě
Ve většině případů dochází ke zvýšení povrchového napětí a tím zlepšení přídržnosti. Přesto je důležité provést test přídržnosti. Při předúpravě je třeba zohlednit celý proces: výchozí materiál, jeho složení, znečištění a podle toho zvolit metodu předúpravy, poté optimalizovat nastavení zařízení pro předúpravu. Důležité jsou i vlastnosti ovrstvovacích materiálu (barev, laků, lepidel, nátěrů). Ovrstvovací materiál musí být přizpůsoben povrchu a je nutné zohlednit výrobcem doporučené minimální hodnoty povrchového napětí.
Ovrstvení je nejlépe provést okamžitě po předúpravě (in-line). Pokud to není možné je vždy před dalším zpracováním nezbytné zjistit aktuální stav aktivace měřením povrchového napětí. Trvanlivost aktivace závisí na mnoha faktorech: podmínky skladování, složení materiálu (aditiva, teplo). Pokud je povrchové napětí vyhovující, neměly by povrchy být před ovrstvením dále upravovány (např. mytím apod.).
Použití fyzikálních metod předúpravy
Předúpravu lze použít na více méně všechny druhy povrchů fólie, etikety, desky, tvarové díly a materiálů (plasty, kov, sklo, keramika.) Docílíme tak zlepšení přídržnosti při lepení, lakování, potisku. Využití je nejčastější v automobilovém průmyslu, průmyslu balení, zdravotní technice, výrobě domácích spotřebičů, elektrických dílů, hadic, kabelů a ve sklářství (obaly, ploché sklo, solární technika).
Příklady některých zařízení dodávaných firmou Arcotec
Úprava korónou
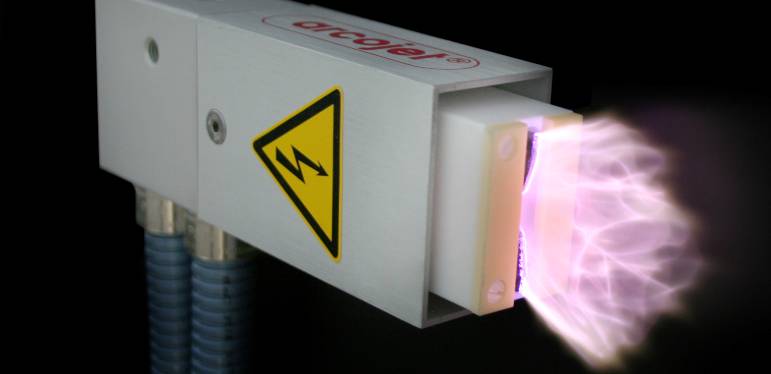
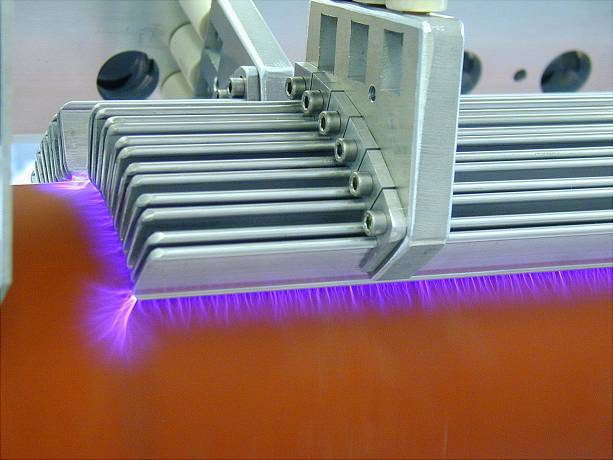
Zařízení Arcojet na úpravu plazmatem určené pro tvarové díly a rychlost úpravy 10 až 15 m/min., šířka upravované plochy 55 mm, vzdálenost hlavy od povrchu až 10 mm.

Zařízení Arcospot je principiálně stejné zařízení jako Arcojet pouze s vyšší hustotou energie. Výkon více než 200 m/min, lze použít i na tvarové díly (slabě strukturované), vzdálenost od povrchu: cca 6 – 10 mm, šířka úpravy cca 10mm. Typická použití: malé plochy, např. lepicí drážka, lepicí páska, skládané krabice, slepování hadic (zdravotní technika).
Některé typy hořáků, které dodává firma Arcotec
Zařízení pro úpravu korónou a plazmatem se dodávají jako generátor výboje a aplikační jednotka podle požadavků zákazníka. Zařízení pro úpravu ožehem se dodává jako řídící, bezpečnostní a mísící jednotka (směs plyn/vzduch) a hořák tvarovaný podle předpokládaného použití.
Technici firmy SERVIS CENTRUM vám rádi poradí při problémech s předúpravou materiálů, případně zprostředkují kontakt na provedení zkoušek a vypracují nabídku na vhodné zařízení. Pro orientační měření povrchového napětí má SERVIS CENTRUM skladem nejběžněji používané popisovače s měřicími tekutinami.
Na podkladě přednášky dr. Wernera Eckerta z firmy Arcotec pro seminář SERVIS CENTRA sestavila Alena Popelková
Autor článku: